Un fil de découpe chaud fait fondre thermiquement le matériau devant lui. Idéalement le fil ne touche jamais directement le matériau – il le fait fondre à distance. Lorsqu'un espace de coupe constant d'environ 2 mm se forme, la coupe se déroule de façon optimale : surfaces propres, arêtes nettes, haute précision dimensionnelle. Si l'espace de coupe est trop petit, le fil touche le matériau – de mauvaises surfaces et des écarts dimensionnels en résultent. S'il est trop grand, la précision est perdue.
Régler correctement la vitesse de coupe en découpe fil chaud

Ce n'est pas la puissance moteur qui détermine la qualité de coupe – mais la bonne interaction entre vitesse et température.
Ce qui compte vraiment en découpe fil chaud

De nombreux clients comparent les machines par leur vitesse de déplacement maximale. En découpe fil chaud, c'est largement sans importance. La vitesse de déplacement de la machine décrit le mouvement à vide sans opération de découpe – en découpe fil chaud il y a à peine de mouvements à vide. Ce qui compte vraiment est la vitesse de coupe : à quelle vitesse le fil chaud se déplace dans le matériau. Et cela n'est pas déterminé par la puissance moteur, mais par le matériau et la température du fil.
Le principe physique
Valeurs indicatives de vitesse de coupe
- EPS et Styropor : environ 450–500 mm/min
- XPS et Styrodur : environ 350–400 mm/min – plus lent en raison d'un comportement thermique différent
- EPP : similaire à l'EPS, adapter selon la densité
- Neopor : plus lent que l'EPS – la teneur en graphite refroidit le fil
- Avec un matériau de densité plus élevée : augmenter la température jusqu'à ce que l'espace de 2 mm soit rétabli – ne pas réduire la vitesse
- Avec des longueurs de fil plus grandes : adapter la température car plus de masse de fil doit être chauffée
Comment régler correctement la vitesse de coupe
La vitesse de coupe n'est pas calculée théoriquement mais réglée pratiquement sur le matériau. Procédure : d'abord fixer la vitesse de coupe – utiliser les valeurs indicatives du tableau comme point de départ. Puis effectuer une coupe d'essai et observer l'espace de coupe. Si l'espace est inférieur à 2 mm, augmenter la température du fil. S'il est supérieur à 2 mm, réduire la température. Répéter jusqu'à ce que l'espace de coupe soit constamment d'environ 2 mm. Le matériau peut réagir différemment selon la densité et le fabricant – toujours régler pratiquement, ne jamais prescrire théoriquement.
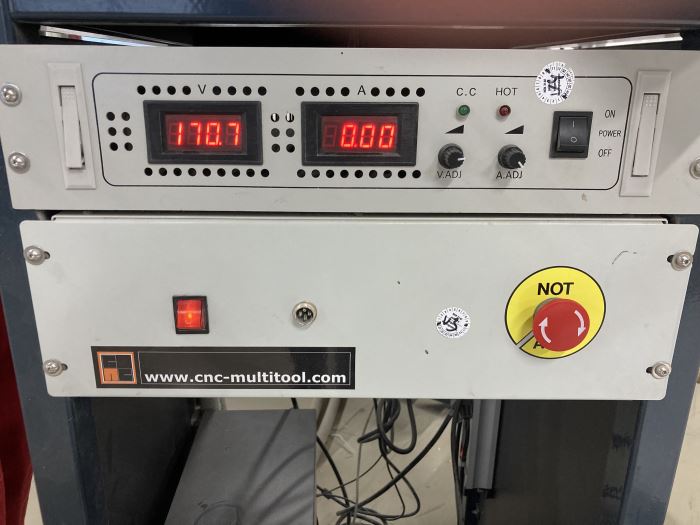
Régler la température du fil via l'alimentation
La température du fil est réglée via l'alimentation. Les alimentations ont deux réglages : un pour la tension (volts) et un pour le courant (ampères). Notre recommandation : mettre la tension à fond et régler le courant sur environ 2,3–2,4 A comme valeur de départ. Puis effectuer une coupe d'essai et mesurer l'espace de coupe. Si l'espace est inférieur à 2 mm, augmenter légèrement les ampères. S'il est supérieur à 2 mm, réduire légèrement les ampères. Ajuster jusqu'à obtenir un espace de coupe constant d'environ 2 mm. La valeur exacte en ampères dépend du matériau, de la longueur du fil et du fil utilisé – la valeur de départ de 2,3–2,4 A est une valeur indicative éprouvée.
Pourquoi le XPS doit être coupé plus lentement
Le XPS et le Styrodur réagissent fondamentalement différemment à la chaleur que l'EPS Styropor. Le matériau dissipe moins bien la chaleur et réagit plus sensiblement aux conditions instables du fil. À une vitesse de coupe trop élevée, le fil touche brièvement le matériau, accroche légèrement et se libère – des vagues visibles se forment. Avec environ 350–400 mm/min et le bon espace de coupe, le XPS peut être coupé avec précision et propreté.
La vitesse de déplacement maximale n'est pas un argument d'achat
En découpe fil chaud, le fil coupe en continu – il y a à peine de mouvements à vide entre les coupes. La vitesse de déplacement maximale de la machine joue donc à peine un rôle en pratique. Quiconque compare les machines selon cette valeur compare la mauvaise chose.
Régulateur de courant automatique – qualité constante
Les fluctuations de tension du réseau peuvent modifier la température du fil et affecter la qualité de coupe. Le régulateur de courant automatique compense ces fluctuations par microprocesseur. Il s'adapte automatiquement à la longueur du fil et au matériau et maintient la température constante. Le résultat : qualité de coupe constante tout au long de la journée de production – indépendamment des fluctuations du réseau.

La règle pratique de cnc-multitool
Toujours d'abord fixer la vitesse de coupe – puis adapter la température via le réglage des ampères. Jamais l'inverse. La température est le bouton de réglage pour l'espace de coupe, la vitesse détermine la productivité. Les deux doivent être coordonnés. Et : toujours régler sur le matériau réel – les valeurs indicatives sont des points de référence, pas un substitut à la coupe d'essai.
Questions fréquentes
À quelle vitesse puis-je couper du Styropor avec le fil chaud ?
L'EPS et le Styropor peuvent être coupés à environ 450–500 mm/min. C'est une valeur indicative – la vitesse optimale peut varier selon la densité et la longueur du fil. Toujours régler pratiquement sur le matériau et observer l'espace de coupe.
À quelle vitesse puis-je couper du XPS et du Styrodur ?
Le XPS et le Styrodur peuvent être coupés à environ 350–400 mm/min. Le XPS réagit différemment à la chaleur que l'EPS et doit être coupé plus lentement pour éviter les vagues. Les valeurs indicatives s'appliquent à une longueur de fil jusqu'à environ 1250 mm – adapter en conséquence pour des fils plus longs.
Pourquoi le XPS doit-il être coupé plus lentement que l'EPS ?
Le XPS et le Styrodur réagissent différemment à la chaleur que l'EPS. Le matériau dissipe moins bien la chaleur et réagit plus sensiblement aux conditions instables du fil. À vitesse trop élevée des vagues se forment. Valeur indicative pour XPS : environ 350–400 mm/min.
Quel est l'espace de coupe optimal en découpe fil chaud ?
L'espace de coupe idéal est d'environ 2 mm. Le fil fait fondre le matériau devant lui sans le toucher directement. Si l'espace est inférieur à 2 mm, augmenter la température. S'il est supérieur, réduire la température.
Comment régler correctement la température du fil ?
Les alimentations ont deux réglages : tension et courant. Mettre la tension à fond, régler le courant sur environ 2,3–2,4 A comme valeur de départ. Effectuer une coupe d'essai et vérifier l'espace de coupe : espace inférieur à 2 mm – augmenter les ampères. Espace supérieur à 2 mm – réduire les ampères. Ajuster jusqu'à obtenir un espace de coupe constant d'environ 2 mm.
Que faire si le matériau a une densité plus élevée ?
Avec un matériau de densité plus élevée, augmenter la température – ne pas réduire la vitesse. L'objectif reste toujours l'espace de coupe de 2 mm. Augmenter légèrement les ampères jusqu'à ce que l'espace de coupe soit à nouveau d'environ 2 mm.
La vitesse de déplacement maximale est-elle un critère d'achat important ?
Non. En découpe fil chaud il y a à peine de mouvements à vide – le fil coupe en continu. La vitesse de déplacement maximale de la machine joue à peine un rôle en pratique. Ce qui compte c'est la longueur du fil, la qualité de la machine et le logiciel.
Que fait un régulateur de courant automatique ?
Le régulateur de courant automatique compense les fluctuations de tension du réseau par microprocesseur et maintient la température du fil constante. Cela assure une qualité de coupe constante tout au long de la journée de production – indépendamment des fluctuations du réseau.
Température du fil
Une question fréquente des débutants : à quelle température dois-je régler le fil ? La réponse honnête : il n'y a pas de valeur fixe – toujours régler pratiquement sur le matériau.
En savoir plusÉviter les vagues
Les vagues sur la surface de coupe ne sont pas un hasard. La cause est presque toujours la même – et la solution plus simple que vous ne le pensez.
En savoir plusMauvaises surfaces
Les surfaces rugueuses et les fils qui tirent en découpe fil chaud ont presque toujours une cause claire. L'EPS et le XPS ont des problèmes typiques différents.
En savoir plusLe fil se bloque
Le fil chaud se bloque quand il rencontre quelque chose qu'il ne peut pas faire fondre. Le problème le plus fréquent est les corps étrangers dans le matériau.
En savoir plusRésoudre les problèmes de coupe

Nous aidons à régler correctement votre machine – à partir de notre propre expérience de production, pas du manuel.
Demander conseil maintenant