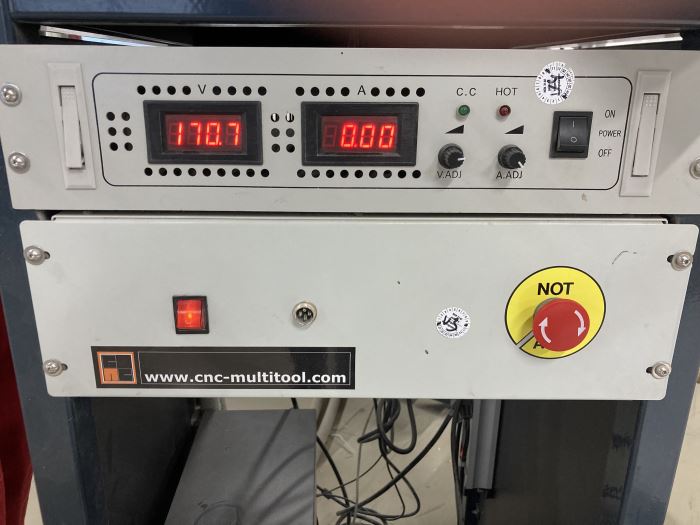
La température du fil est réglée via l'alimentation. Les alimentations ont deux réglages : un pour la tension (volts) et un pour le courant (ampères). Tension à fond – c'est le point de départ fixe. Régler le courant sur environ 2,3–2,4 A comme valeur de départ. La valeur en ampères est le vrai bouton de réglage pour la température du fil : plus d'ampères = fil plus chaud, moins d'ampères = fil plus froid.
Comment régler correctement la température du fil en découpe fil chaud
La température du fil ne se lit pas dans un manuel – elle se règle pratiquement sur le matériau. Voici comment.
Pas de valeurs fixes – toujours régler pratiquement

Une question fréquente des débutants : à quelle température dois-je régler le fil ? La réponse honnête : il n'y a pas de valeur fixe. La température optimale du fil dépend du matériau, de la densité, de la longueur du fil et de la vitesse de coupe choisie. C'est pourquoi la température est toujours réglée pratiquement sur le matériau réel – jamais théoriquement à partir d'un tableau.
Étape 1 : Régler correctement l'alimentation

Étape 2 : Coupe d'essai et ajustement fin
Après la valeur de départ de l'alimentation vient la coupe d'essai. Fixer la vitesse de coupe – environ 450–500 mm/min pour l'EPS et environ 350–400 mm/min pour le XPS comme valeur indicative. Charger le matériau et effectuer une courte coupe d'essai. Observer l'espace de coupe – la distance entre le fil et le matériau pendant la coupe. Si l'espace est inférieur à environ 2 mm : augmenter les ampères. S'il est supérieur à environ 2 mm : réduire les ampères. Répéter jusqu'à ce que l'espace de coupe soit constamment d'environ 2 mm.

L'espace de coupe optimal : environ 2 mm
L'espace de coupe est la distance visible entre le fil et le matériau encore non fondu pendant la coupe. La valeur idéale est d'environ 2 mm. À cette valeur le fil fait fondre le matériau devant lui sans le toucher directement – le résultat est des surfaces propres, des arêtes nettes et une haute précision dimensionnelle.
Valeurs indicatives de vitesse de coupe par matériau
- EPS / Styropor : environ 450–500 mm/min – bon point de départ pour le réglage
- XPS / Styrodur : environ 350–400 mm/min – plus lent en raison d'un comportement thermique différent
- EPP : similaire à l'EPS, adapter selon la densité
- Neopor : plus lent que l'EPS – la teneur en graphite refroidit le fil
- Densité plus élevée : augmenter la température (hausser les ampères) jusqu'à ce que l'espace de 2 mm soit rétabli – ne pas réduire la vitesse
- Fil plus long : température plus élevée nécessaire car plus de chaleur est perdue
Régulateur de courant automatique – qualité constante toute la journée
Les fluctuations de tension du réseau peuvent modifier la température du fil sans que l'opérateur ne s'en aperçoive. Le résultat : qualité de coupe variable au cours de la journée. Le régulateur de courant automatique résout ce problème. Il régule la température du fil par microprocesseur et compense automatiquement les fluctuations de tension du réseau. Il s'adapte à la longueur du fil et au matériau. Le résultat : qualité de coupe constante du matin au soir – indépendamment du réseau électrique. À partir de la CUT2500S le régulateur de courant automatique est standard, disponible en option sur les petites machines.

Erreurs fréquentes dans le réglage de la température
L'erreur la plus fréquente : ne pas surveiller l'espace de coupe. La température et la vitesse peuvent toutes deux être modifiées – tant que l'espace de coupe reste constamment d'environ 2 mm, la surface est en ordre. Un problème plus subtil n'apparaît qu'en pratique : des angles arrondis non pas sur le contour extérieur mais au centre du bloc. La cause est un fil en zone limite. Au centre du bloc – où le matériau peut être plus humide ou plus dense – le fil doit fournir plus d'énergie pour faire fondre le matériau. À un changement de direction il est alors en retard : il ne peut pas dégager le chemin assez rapidement, coupe l'angle et l'angle devient arrondi. Quiconque augmente arbitrairement vitesse et température se retrouve exactement dans cette zone limite. La solution : maintenir la vitesse à la valeur indicative – EPS environ 450–500 mm/min, XPS environ 350–400 mm/min – et régler la température de sorte que l'espace de coupe de 2 mm soit constamment atteint. Une autre erreur : ne pas réajuster la température après un changement de matériau. Et : pas de coupe d'essai avant la production. La coupe d'essai prend une minute et évite qu'un bloc entier devienne rebut.
La règle pratique de cnc-multitool
La séquence est toujours la même : fixer la vitesse de coupe – puis tension à fond – ampères à 2,3–2,4 A comme valeur de départ – coupe d'essai – ajuster les ampères jusqu'à 2 mm d'espace de coupe. La vitesse reste intacte après cela. Le seul bouton de réglage pour l'espace de coupe et la qualité sont les ampères.
Questions fréquentes
À quelle température dois-je régler le fil ?
Il n'y a pas de valeur de température fixe. La température optimale dépend du matériau, de la densité, de la longueur du fil et de la vitesse de coupe. Procédure : tension à fond, courant à environ 2,3–2,4 A comme valeur de départ, effectuer une coupe d'essai, observer l'espace de coupe, ajuster les ampères jusqu'à environ 2 mm d'espace.
Comment régler l'alimentation pour la découpe fil chaud ?
Les alimentations ont deux réglages : tension et courant. Tension à fond. Régler le courant sur environ 2,3–2,4 A comme valeur de départ. Effectuer une coupe d'essai et vérifier l'espace de coupe : espace inférieur à 2 mm – augmenter les ampères. Espace supérieur à 2 mm – réduire les ampères.
Quel est l'espace de coupe optimal ?
L'espace de coupe idéal est d'environ 2 mm. À cette valeur le fil fait fondre le matériau devant lui sans le toucher directement – surfaces propres et haute précision dimensionnelle en résultent.
Que faire avec un matériau de densité plus élevée ?
Avec un matériau de densité plus élevée, augmenter les ampères – ne pas réduire la vitesse. L'objectif reste toujours l'espace de coupe de 2 mm. Augmenter légèrement les ampères jusqu'à ce que l'espace de coupe soit à nouveau d'environ 2 mm.
Pourquoi ai-je des angles arrondis au centre du bloc ?
C'est un signe typique que le fil est en zone limite. Au centre du bloc – où le matériau peut être plus humide ou plus dense – le fil ne peut pas dégager le chemin assez rapidement à un changement de direction et coupe l'angle. La solution : maintenir la vitesse à la valeur indicative (EPS 450–500 mm/min, XPS 350–400 mm/min) et adapter la température de sorte que l'espace de coupe de 2 mm soit constamment atteint. Ne pas augmenter arbitrairement vitesse et température.
Pourquoi ma qualité de coupe varie-t-elle au cours de la journée ?
Les fluctuations de tension du réseau peuvent modifier la température du fil. Un régulateur de courant automatique résout ce problème – il maintient la température constante indépendamment du réseau électrique.
Dois-je réajuster la température après un changement de matériau ?
Oui. Différents matériaux et densités nécessitent différents réglages. Après chaque changement de matériau, effectuer une courte coupe d'essai et réajuster les ampères.
Vitesse de coupe
De nombreux clients comparent les machines par leur vitesse de déplacement maximale. En découpe fil chaud, c'est largement sans importance. Ce qui compte vraiment : coordonner correctement vitesse et température.
En savoir plusÉviter les vagues
Les vagues sur la surface de coupe ne sont pas un hasard. La cause est presque toujours la même – et la solution plus simple que vous ne le pensez.
En savoir plusMauvaises surfaces
Les surfaces rugueuses et les fils qui tirent en découpe fil chaud ont presque toujours une cause claire. L'EPS et le XPS ont des problèmes typiques différents.
En savoir plusLe fil se bloque
Le fil chaud se bloque quand il rencontre quelque chose qu'il ne peut pas faire fondre. Le problème le plus fréquent est les corps étrangers dans le matériau.
En savoir plusRésoudre les problèmes de réglage

Nous aidons à régler correctement la température pour votre matériau et votre production – à partir de notre propre expérience.
Demander conseil maintenant